




The Development Trend of Coupling
The installation method of coupling
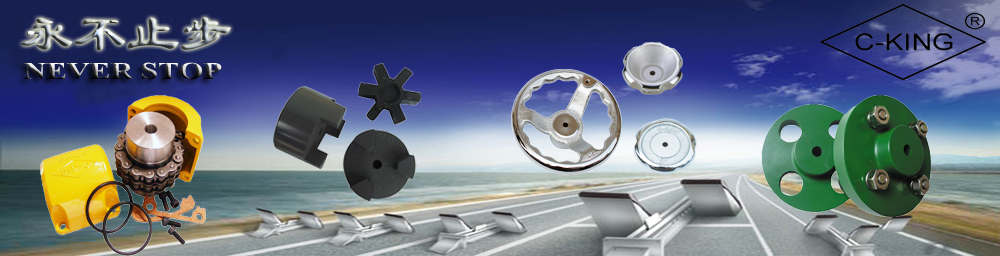
Coupling is an important component of enterprise in mechanical transmission equipment, is widely used with a speed reducer and the motor connection. Coupling assembly and looking for equipment installation is a very important, high precision work, if the assembly and alignment results are not accurate, the vibration will cause the equipment values exceed the standard, a serious threat to the normal operation of equipment, especially the high speed equipment, so in the process of installation should pay special attention to coupling some of the details.
For the coupling and shaft are matched with the corresponding clearance can be in a clean surface, grease is directly installed. For transition fit and the amount of interference is not very fit, or have special requirements (such as protection have been loaded with precision parts) can use indentation, but need to be pressed into equipment. Coupling thermal assembly used in large motor, compressor and rolling mill and other heavy equipment installation, because the coupling of this kind of equipment and the shaft is usually used in interference fit together. A method of assembly interference fits are: press assembly, low temperature cold assembly and thermal suit with a few. Shrink fit method is generally used liquid nitrogen as a cold source, and the need to have certain adiabatic container, so it can only be used in the conditions when the.
The thermal sleeve assembly essence principle is heating containing part (hole), so that the diameter expansion an interference fit, and then loading contained part (shaft), after cooling, parts will reach the required bonding strength. In fact, heating expansion value must be greater than the interference fit, in order to guarantee the smooth installation and not in the installation process by cooling and contraction of external member, appear with the hole axis stuck a serious accident. At the same time, in order to ensure greater meshing force -- bonding strength, thermal sleeve assembly binding surface to be processed, but don't be too smooth, because the surface roughness, not subject to axial movement to be flattened, after cooling, will enable greater strength combined with internal and external parts, can transfer large torque.
1, elastic coupling to transmit torque and rotational angle, while absorbing misalignment, when installation deviation exceeds the allowable value, may produce vibration or lead to shortened the life of the coupling, so make sure the deviation adjusting.
Error 2, shaft has three kinds, respectively is the radial deviation, angular misalignment and axial deviation. Please adjust the deviation, the below allowable values listed in the specification table of each product.
The maximum deviation of 3, the products listed in the permitted value is only a deviation, when two or more kinds of deviations exist at the same time, the allowable value shall be less than the maximum deviation of each specification in table 1/2.
4, the deviation is not only occurred in the equipment assembly, the working process of vibration, thermal expansion, bearing wear, will cause the deviation. Therefore, suggestions will be lower than the axial deviation adjustment to the maximum of 1/3.
By means of heating or cooling is the hub of heat expansion method to make the shaft end cold contraction, so that the inner diameter of the hub axle hole is slightly larger than the shaft diameter, which reached the so-called "easy assembly value", do not need to exert a large force, can easily put the wheel set to the shaft. This method is better than the static indentation, indentation method has more advantages, for the hub made of brittle material, the temperature difference between the assembly method is very suitable.
Thermoelectric assembly method mostly adopts the method of heating, cooling method with less. There are many kinds of heating methods, some will be the hub into a high flash point of the oil in the oil bath heating or torch baking, some with the oven to heat, assembly at the scene using oil bath heating and welding torch baking. The highest temperature depends on the oil bath heating can be achieved in the oil properties, generally below 200 ℃. The other method of heating the wheel hub, the hub of the temperature higher than 200 ℃, but from the metallography and heat treatment point of view, the heating temperature can not be any hub raise, recrystallization of steel temperature is 430 ℃. If the heating temperature is over 430 ℃, will cause changes in steel internal organization, so the heating temperature limit must be less than 430 ℃. In order to insurance, heating temperature limit set should be below 400 DEG C. As for the heating temperature of the hub is actually required, can be calculated according to the sheathed on the shaft when the hub and the surplus value and the hub shaft after heating.
To understand the coupling installation must also clearly looking for it, they are tight connected.